ABS resin injection molding




Short Description:
ABS resin (acrylonitrile butadiene styrene) is the most widely used polymer, and ABS resin injection molding is the most common.
Mestech has extensive experience in ABS injection molding. Our ABS resin injection molding service creates components used in various industries and for a wide variety of applications. Our state-of-the-art equipment will quickly take your job from start to finish with quality results. Plastic ABS resin (Acrylonitrile-Butadiene-Styrene) is the most widely used polymer. ABS is well-known for its good properties of dimensional stability, gloss, formability and surface treatment Injecton molding is the main processing for creating ABS products. Material Physical Property of ABS resin: Maximum Temperature: 176°F 80°C Minimum Temperature: -4°F -20°C Autoclave Capable: No Melting Point:221°F 105°C Tensile Strength:4,300psi Hardness: R110 UV Resistance: Poor Color: Translucent Specific Gravity: 1.04  ABS resin Injection Molding Advantages 1.Good electrical properties 2.Impact resistance 3.Excellent chemical resistance, especially to many harsh acids, glycerine, alkalis, many hydrocarbons and alcohols, inorganic salts 4.Combines strength, rigidity and toughness in one material 5.Excellent load stability 6.Lightweight 7.Processing dimensional stability and surface gloss are good, easy to paint, coloring, can also be sprayed metal, electroplating, welding and bonding and other secondary processing performance. 8. ABS can be made into various colors as required. If add flame retardant additive or anti-ultraviolet additive to ABS, it can be used to produce the components of outdoor devices or high temperature environment.
ABS resin Injection Molding Advantages 1.Good electrical properties 2.Impact resistance 3.Excellent chemical resistance, especially to many harsh acids, glycerine, alkalis, many hydrocarbons and alcohols, inorganic salts 4.Combines strength, rigidity and toughness in one material 5.Excellent load stability 6.Lightweight 7.Processing dimensional stability and surface gloss are good, easy to paint, coloring, can also be sprayed metal, electroplating, welding and bonding and other secondary processing performance. 8. ABS can be made into various colors as required. If add flame retardant additive or anti-ultraviolet additive to ABS, it can be used to produce the components of outdoor devices or high temperature environment.

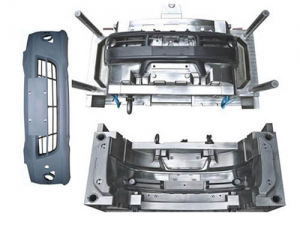
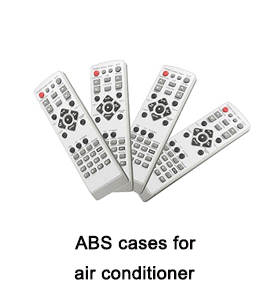
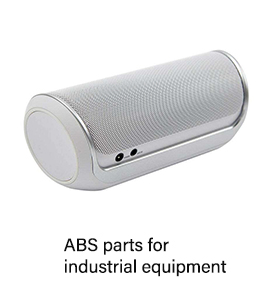
The application of plastic ABS resin ABS has its footprint in a wide range of applications due to its comprehensive good performance and good process ability. The main contents are as follows: 1. Automobile Industry Many parts in the automotive industry are made of ABS or ABS alloys. For example: automobile dashboard, body outer panel, interior decoration panel, steering wheel, sound insulation panel, door lock, bumper, ventilation pipe and many other components ABS is widely used in interior decoration of automobile, such as glove box and sundry box assembly made of heat-resistant ABS, doorsill upper and lower accessories, water tank mask made of ABS, and many other parts made of ABS as raw materials. The amount of ABS parts used in a car is about 10 kg. Among other vehicles, the amount of ABS parts used is also quite astonishing. The main parts of the car are made of ABS, such as dashboard with PC/ABS as skeleton, and the surface is made of PVC/ABS/BOVC film. 2. Electronic and Electrical Appliances ABS is easy to be injected into the shell and precise parts with complex shape, stable size and beautiful appearance. Therefore, ABS is widely used in home appliances and small appliances, such as TV sets, recorders, refrigerators, refrigerators, washing machines, air conditioners, vacuum cleaners, home fax machines, audio and VCD. ABS is also widely used in vacuum cleaners and parts made by ABS are also used in kitchen utensils. ABS injection products account for more than 88% of the total plastic products of refrigerators. 3. Office Equipment Because ABS has high gloss and easy moulding, office equipment and machines need beautiful appearance and good handle, such as telephone case, memory case, computer, fax machine and duplicator, ABS parts are widely used. 4.Industrial Equipment Because ABS has good moulding, it is advantageous to make equipment chassis and shell with large size, small deformation and stable size. Such as operating dashboard, working table, liquid pool, parts box, etc.


Products and moulds design
1. The wall thickness of products: The wall thickness of products is related to the length of melt flow, production efficiency and use requirements. The ratio of the maximum flow length of ABS melt to the wall thickness of the product is about 190:1, which varies according to the grade. Therefore, the wall thickness of ABS products should not be too thin. For products requiring electroplating treatment, the wall thickness should be slightly thicker to increase the adhesion between the coating and the surface of the product. For this reason, the wall thickness of the product should be selected between 1.5 and 4.5 mm. When considering the wall thickness of the products, we should also pay attention to the uniformity of the wall thickness, not too big difference. For the products which need to be electroplated, the surface should be flat and non-convex, because these parts are easy to adhere to dust due to electrostatic effect, resulting in poor firmness of the coating. In addition, the existence of sharp corners should be avoided in order to prevent stress concentration. Therefore, it is appropriate to require arc transition at turning angles, thickness joints and other parts.
2. Demoulding slope: The demoulding slope of products is directly related to its shrinkage. Due to different grades, different shapes of products and different forming conditions, the forming shrinkage has some differences, generally in 0.3 0.6%, sometimes up to 0.4 0.8%. Therefore, the precision of the forming dimension of products is high. For ABS products, the demoulding slope is considered as follows: the core part is 31 degrees along the demoulding direction, and the cavity part is 1 degree 20'along the demoulding direction. For products with complex shape or with letters and patterns, the demoulding slope should be increased appropriately.
3. ejection requirements: because the apparent finish of the product has a greater impact on the performance of electroplating, the appearance of any minor scars will be obvious after electroplating, so in addition to the requirement that no scars exist in the die cavity, the effective area of ejection should be large, the synchronization of the use of multiple ejectors in the ejection process should be good, and the ejection force should be uniform.
4. Exhaust: In order to prevent the bad exhaust during the filling process, burn the melt and obvious seam lines, it is required to open a vent or vent slot with a depth of less than 0.04 mm to facilitate the discharge of gas from the melt inch. 5. Runner and gate: In order to make ABS melt fill all parts of the cavity as soon as possible, the diameter of the runner should not be less than 5 mm, the thickness of the gate should be more than 30% of the thickness of the product, and the length of the straight part (referring to the part that will enter the cavity) should be about 1 mm. The position of gate should be determined according to the requirement of the product and the direction of material flow. Ramp is not allowed to exist on the coating surface for the products which need to be electroplated.
Surface treatment and decoration ABS is easy to be painted and colored. It can also be sprayed with metal and electroplating. Therefore, ABS parts are often decorated and protected by tinting injection moulding and spraying, silk printing, electroplating and hot stamping on the surface of moulding parts. 1. ABS has good injection characteristics, and can get various grades of grain, fog, smooth and mirror surface through the die. 2. ABS has good paint affinity, and it is easy to get various color surfaces by surface spraying. And screen printing various characters and patterns. 3. ABS has good electrochemical plating characteristics and is the only plastics that can easily get metal surface by electroless plating. Electroless plating methods include electroless copper plating, electroless nickel plating, electroless silver plating and electroless chromium plating.